Zero Liquid Discharge Technology: A Sustainable Solution
Zero liquid discharge technology (ZLD) represents a groundbreaking approach to wastewater management, offering a path toward a more sustainable future. This technology aims to eliminate the discharge of liquid waste […]
Zero liquid discharge technology (ZLD) represents a groundbreaking approach to wastewater management, offering a path toward a more sustainable future. This technology aims to eliminate the discharge of liquid waste into the environment, thereby conserving precious water resources and minimizing pollution.
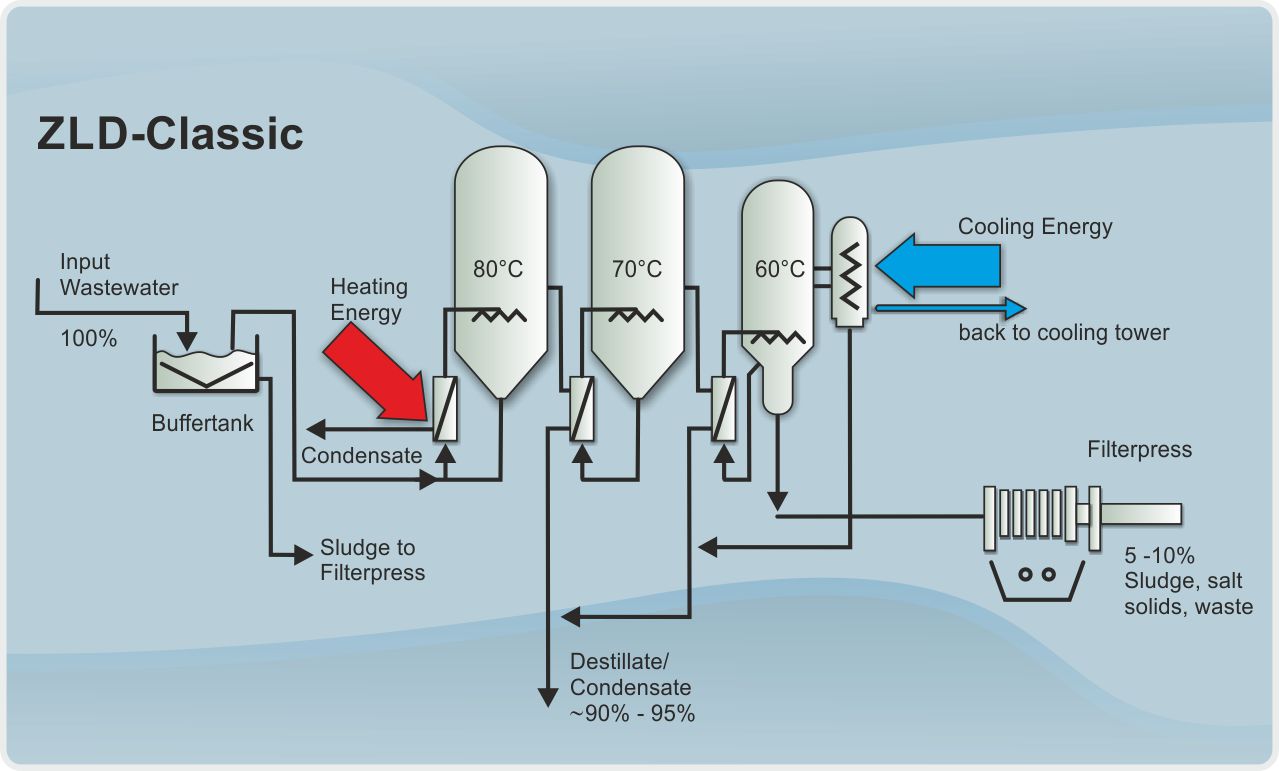
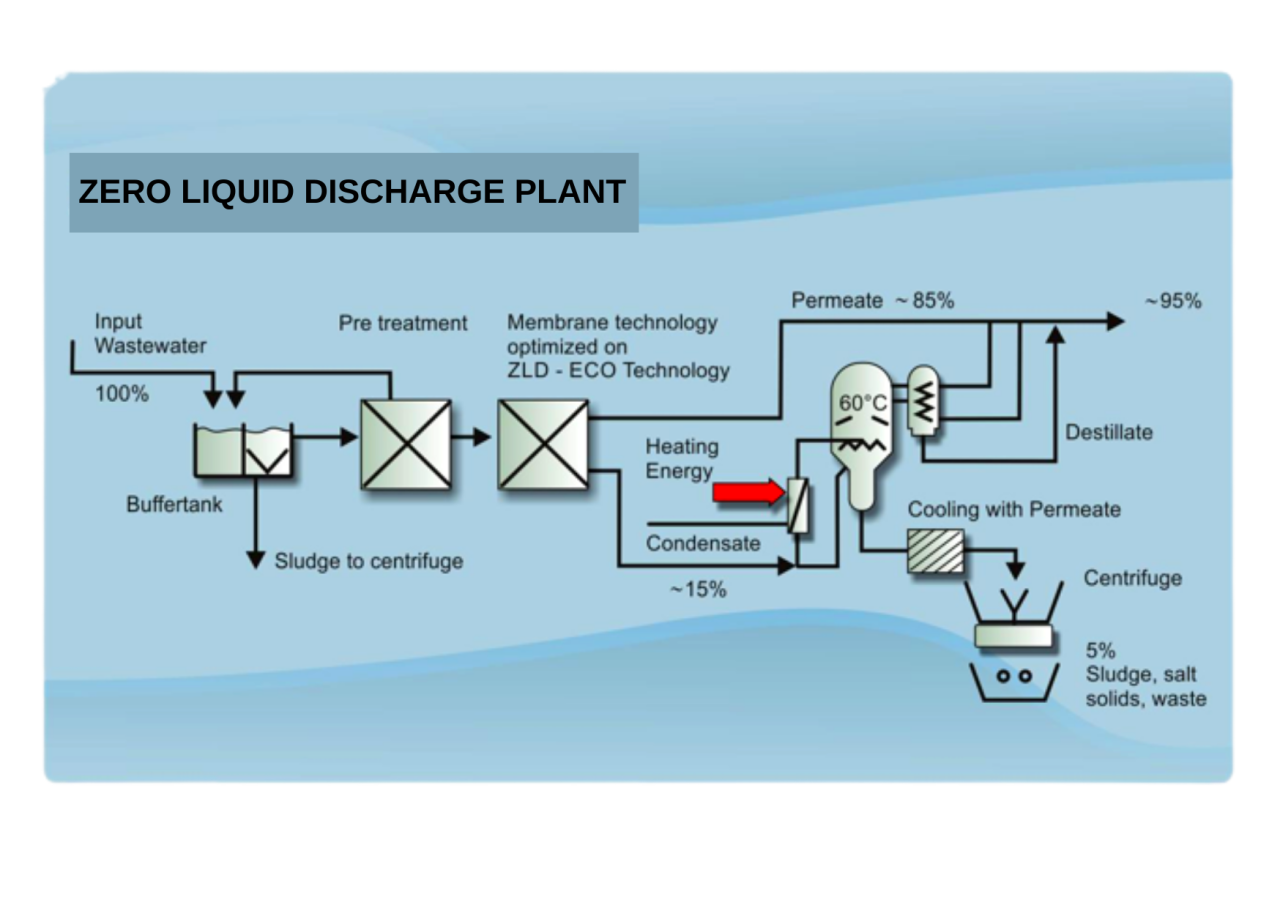
ZLD technology finds widespread application across various industries, including manufacturing, power generation, and wastewater treatment. Its core principle revolves around the complete recovery and reuse of water, minimizing the environmental impact of industrial processes. By employing advanced techniques like evaporation, crystallization, and membrane filtration, ZLD systems effectively transform wastewater into reusable water or concentrated solids, ultimately achieving a “zero discharge” status.
Zero Liquid Discharge (ZLD) Technology
Zero Liquid Discharge (ZLD) technology is a revolutionary approach to wastewater management that aims to minimize or eliminate the discharge of wastewater into the environment. It involves treating wastewater to a high purity level, recovering valuable resources, and producing a concentrated solid waste stream. ZLD technology is becoming increasingly important as global water scarcity and environmental regulations become more stringent.
Environmental Benefits of ZLD Technology
ZLD technology offers numerous environmental benefits, primarily focusing on water conservation and pollution reduction. By minimizing wastewater discharge, ZLD technology contributes to the sustainable use of water resources, especially in water-scarce regions. Additionally, ZLD technology significantly reduces the release of pollutants into the environment, including heavy metals, organic compounds, and salts. This helps protect water bodies, ecosystems, and human health.
Applications of ZLD Technology
ZLD technology finds wide application across various industries, including:
- Manufacturing: Industries like chemical processing, pharmaceuticals, food and beverage, and textiles generate significant wastewater volumes. ZLD technology helps these industries minimize their water footprint and comply with environmental regulations.
- Power Generation: Power plants, particularly those using fossil fuels, produce substantial amounts of wastewater. ZLD technology is crucial for treating this wastewater and minimizing its environmental impact.
- Wastewater Treatment: Municipal and industrial wastewater treatment plants often use ZLD technology to further treat wastewater before discharge or reuse. This helps improve water quality and reduce the need for additional water resources.
Key Components of ZLD Technology
ZLD technology typically involves several key components:
- Pretreatment: This stage removes large solids, grit, and other contaminants from the wastewater.
- Reverse Osmosis (RO): RO membranes are used to separate water from dissolved salts and other contaminants. This process produces a high-purity water stream and a concentrated brine stream.
- Evaporation: The concentrated brine stream is further treated using evaporation to produce a dry solid waste stream. This process can be energy-intensive and requires careful management of the solid waste.
- Crystallization: In some cases, crystallization techniques can be used to recover valuable minerals or salts from the concentrated brine stream.
Advantages of ZLD Technology
ZLD technology offers several advantages, including:
- Water Conservation: ZLD technology minimizes water discharge, reducing the strain on water resources.
- Pollution Reduction: By eliminating wastewater discharge, ZLD technology helps protect the environment from pollution.
- Resource Recovery: ZLD technology allows for the recovery of valuable resources, such as minerals and salts, from wastewater.
- Compliance with Regulations: ZLD technology helps industries comply with increasingly stringent environmental regulations.
Challenges of ZLD Technology
While ZLD technology offers numerous benefits, it also faces certain challenges:
- High Energy Consumption: The evaporation and crystallization processes can be energy-intensive, requiring significant energy inputs.
- Solid Waste Management: ZLD technology generates a concentrated solid waste stream that requires proper management and disposal.
- High Capital Costs: Implementing ZLD technology can involve significant capital investment, particularly for large-scale operations.
Key Components of ZLD Systems
Zero Liquid Discharge (ZLD) systems are designed to eliminate wastewater discharge, achieving a high level of water reuse and minimizing environmental impact. To achieve this, ZLD systems utilize a series of carefully selected and integrated components that work in harmony to treat wastewater effectively. These components are essential for achieving the desired treatment outcomes and ensuring the overall efficiency of the ZLD system.
Pre-Treatment Units
Pre-treatment units play a crucial role in preparing the wastewater for subsequent treatment stages. These units remove suspended solids, organic matter, and other contaminants that could potentially harm downstream components. Pre-treatment methods commonly employed in ZLD systems include:
- Screening: This process removes large debris and solid materials using screens or grids of varying sizes, depending on the characteristics of the wastewater.
- Grit Removal: Grit removal units are designed to remove heavy inorganic materials like sand and gravel, preventing their accumulation in downstream components.
- Flocculation and Sedimentation: These processes use chemicals to bind smaller particles together, allowing them to settle out of the wastewater. Flocculation is the process of adding chemicals to the wastewater to bind small particles together, and sedimentation allows the larger particles to settle out of the wastewater. This step is important for removing suspended solids and other contaminants that can affect the efficiency of the ZLD system.
- Equalization: Equalization tanks are used to buffer fluctuations in wastewater flow and composition, ensuring a consistent feed to downstream components.
Evaporators
Evaporators are crucial components in ZLD systems, responsible for concentrating the wastewater by removing water through vaporization. They are designed to operate at high temperatures, converting the liquid wastewater into vapor, which is then condensed and collected as purified water. The remaining concentrated brine is further processed in downstream components.
- Multi-Effect Evaporators (MEE): MEE systems utilize multiple stages to enhance energy efficiency by using the vapor from one stage to heat the next stage. This cascading effect allows for efficient heat recovery and reduces energy consumption. MEE systems are particularly effective in handling large volumes of wastewater with high dissolved solids content. They are commonly used in industries like power generation, chemical manufacturing, and desalination.
- Mechanical Vapor Recompression (MVR): MVR evaporators use a mechanical compressor to increase the pressure and temperature of the vapor produced, thereby reducing energy consumption. This technology is particularly effective for treating wastewater with high dissolved solids content and is commonly used in industries like food processing, pharmaceuticals, and textiles.
- Thermal Vapor Recompression (TVR): TVR evaporators use a heat exchanger to transfer heat from the vapor to the feed stream, reducing energy consumption. This technology is particularly effective for treating wastewater with low dissolved solids content and is commonly used in industries like pulp and paper, mining, and agriculture.
Crystallizers
Crystallizers are used to further concentrate the brine produced from the evaporators by separating dissolved salts from the water. They create a supersaturated solution, causing the dissolved salts to precipitate out of the solution and form crystals. These crystals are then removed from the system, leaving behind a concentrated brine.
- Forced Circulation Crystallizers: These crystallizers use a forced circulation pump to maintain a high level of supersaturation, promoting crystal growth. This technology is commonly used in industries like chemical processing, pharmaceuticals, and food production.
- Draft Tube Crystallizers: Draft tube crystallizers utilize a draft tube to create a circulating flow pattern within the crystallizer, promoting crystal growth and preventing fouling. This technology is commonly used in industries like chemical processing, fertilizers, and mining.
- Vacuum Crystallizers: Vacuum crystallizers operate under reduced pressure, lowering the boiling point of the brine and promoting crystal growth. This technology is commonly used in industries like food processing, pharmaceuticals, and chemicals.
Membrane Filters
Membrane filters are essential components in ZLD systems, used to remove dissolved salts and other contaminants from the wastewater. They function by separating the wastewater into a permeate stream (purified water) and a concentrate stream (containing the contaminants).
- Reverse Osmosis (RO): RO membranes use high pressure to force water molecules through a semi-permeable membrane, leaving behind dissolved salts and other contaminants. This technology is highly effective in removing dissolved salts and is widely used in ZLD systems. RO membranes are particularly effective in removing dissolved salts, heavy metals, and organic contaminants. They are commonly used in industries like desalination, water purification, and wastewater treatment.
- Nanofiltration (NF): NF membranes have larger pore sizes than RO membranes, allowing them to remove larger molecules like organic contaminants, viruses, and bacteria while allowing smaller molecules like salts to pass through. This technology is particularly effective in removing organic contaminants and pathogens. NF membranes are commonly used in industries like food and beverage processing, pharmaceuticals, and water purification.
- Ultrafiltration (UF): UF membranes have the largest pore sizes among the membrane technologies used in ZLD systems. They are used to remove suspended solids, colloids, and larger organic molecules from the wastewater. This technology is particularly effective in removing suspended solids, bacteria, and viruses. UF membranes are commonly used in industries like wastewater treatment, water purification, and food processing.
Advantages and Challenges of ZLD Technology
Zero Liquid Discharge (ZLD) technology presents a compelling solution for water conservation, pollution reduction, and resource recovery in various industries. However, implementing ZLD systems comes with inherent challenges that must be carefully considered.
Advantages of ZLD Technology
ZLD technology offers significant benefits, including:
- Water Conservation: ZLD systems minimize water usage by recycling and reusing wastewater, reducing the overall water footprint of industrial operations. This is particularly crucial in regions facing water scarcity.
- Pollution Reduction: ZLD technology effectively eliminates wastewater discharge, preventing the release of pollutants into the environment. This significantly contributes to environmental sustainability and compliance with stringent regulatory standards.
- Resource Recovery: ZLD systems can recover valuable resources from wastewater, such as salts, metals, and organic compounds. This not only reduces waste but also creates opportunities for economic benefits through resource reuse or sale.
Challenges of ZLD Technology
Despite its advantages, ZLD technology faces several challenges, including:
- High Energy Consumption: ZLD systems often require significant energy input for processes such as evaporation, crystallization, and membrane filtration. This can lead to increased operating costs and carbon emissions.
- Operational Complexity: ZLD systems are complex and require specialized expertise for operation and maintenance. This includes skilled personnel, advanced monitoring systems, and regular equipment maintenance to ensure optimal performance.
- Potential for Fouling: ZLD systems are susceptible to fouling, which can reduce efficiency and increase maintenance requirements. Fouling occurs when contaminants accumulate on membranes or other components, hindering the separation process. Regular cleaning and preventive measures are essential to minimize fouling.
Economic Considerations of ZLD Technology, Zero liquid discharge technology
The economic viability of ZLD technology depends on various factors, including:
- Capital Investment: ZLD systems require significant upfront investment in equipment, infrastructure, and specialized technology. The cost varies depending on the scale and complexity of the system.
- Operating Costs: Operating costs include energy consumption, maintenance, chemicals, and labor. These costs can be substantial, especially considering the high energy demand and complexity of ZLD systems.
- Return on Investment: The return on investment (ROI) for ZLD technology can be influenced by factors such as water savings, pollution reduction, resource recovery, and regulatory incentives. A comprehensive cost-benefit analysis is crucial to determine the economic feasibility of ZLD implementation.
Emerging Trends in ZLD Technology
Zero Liquid Discharge (ZLD) technology has witnessed significant advancements in recent years, driven by the increasing demand for sustainable water management practices. These advancements are paving the way for more efficient, cost-effective, and environmentally friendly ZLD systems.
Innovative Membrane Materials
The development of advanced membrane materials plays a crucial role in enhancing the performance and efficiency of ZLD systems. These materials offer improved selectivity, permeability, and resistance to fouling, leading to higher water recovery rates and reduced energy consumption.
- Nanofiltration (NF) Membranes: NF membranes are becoming increasingly popular in ZLD systems due to their ability to effectively remove dissolved salts and organic compounds while allowing water molecules to pass through. Recent advancements in NF membrane technology have resulted in membranes with higher rejection rates for specific contaminants, enhancing the overall efficiency of the ZLD process.
- Reverse Osmosis (RO) Membranes: RO membranes are widely used in ZLD systems for their high water recovery rates and ability to remove a wide range of contaminants. The development of thin-film composite (TFC) RO membranes has led to increased water permeability and reduced energy consumption, making them a more viable option for ZLD applications.
- Forward Osmosis (FO) Membranes: FO membranes offer a promising alternative to RO membranes in ZLD systems, particularly for applications with high salt concentrations. FO membranes utilize a draw solution to drive water transport across the membrane, resulting in lower energy requirements compared to RO membranes.
Energy-Efficient Evaporation Techniques
Evaporation is a key component of ZLD systems, and advancements in evaporation technologies are contributing to reduced energy consumption and improved overall efficiency.
- Mechanical Vapor Recompression (MVR) Evaporation: MVR evaporation utilizes a mechanical compressor to recompress the evaporated vapor, reducing the energy required for heating the feed water. This technology has proven to be highly energy-efficient and is widely used in ZLD systems.
- Multi-Effect Evaporation (MEE): MEE systems utilize multiple stages of evaporation, where the vapor from one stage is used to preheat the feed water in the next stage. This process significantly reduces the energy consumption compared to single-effect evaporation systems.
- Thermal Vapor Recompression (TVR) Evaporation: TVR evaporation utilizes heat from other sources, such as waste heat from industrial processes, to recompress the evaporated vapor. This technology offers significant energy savings and reduces the carbon footprint of ZLD systems.
Integrated Process Control Systems
The implementation of advanced process control systems is crucial for optimizing the performance of ZLD systems. These systems utilize real-time data analysis and predictive modeling to ensure optimal operation and minimize energy consumption.
- Artificial Intelligence (AI) and Machine Learning (ML): AI and ML algorithms are increasingly being used in ZLD systems to optimize process parameters, predict equipment failures, and improve overall efficiency. AI-powered control systems can analyze vast amounts of data and make real-time adjustments to optimize the ZLD process.
- Data Analytics and Predictive Maintenance: Data analytics tools can be used to identify trends and patterns in ZLD system performance, enabling proactive maintenance and reducing downtime. Predictive maintenance models can anticipate potential equipment failures and schedule repairs before they occur, ensuring uninterrupted operation.
- Remote Monitoring and Control: Remote monitoring and control systems allow operators to monitor and manage ZLD systems from anywhere in the world, enabling real-time adjustments and reducing operational costs.
Future Prospects of ZLD Technology
ZLD technology is poised for significant growth in the coming years, driven by the increasing demand for sustainable water management practices. The future of ZLD technology holds exciting prospects, with advancements in materials, processes, and control systems leading to even more efficient and cost-effective solutions.
- Integration with Renewable Energy Sources: ZLD systems can be integrated with renewable energy sources, such as solar and wind power, to further reduce their carbon footprint and make them more sustainable.
- Development of Hybrid ZLD Systems: Hybrid ZLD systems that combine different technologies, such as membrane filtration, evaporation, and crystallization, can offer improved performance and efficiency for specific applications.
- Increased Adoption in Emerging Markets: The demand for ZLD technology is expected to increase in emerging markets, particularly in regions with water scarcity and strict environmental regulations.
Case Studies and Real-World Applications: Zero Liquid Discharge Technology

Zero Liquid Discharge (ZLD) technology has proven its effectiveness in various industries worldwide, offering a sustainable solution for water conservation and environmental protection. Real-world applications demonstrate the technology’s capabilities in reducing water consumption, minimizing wastewater discharge, and promoting resource recovery.
Successful ZLD Implementations in Different Industries
- Power Generation: ZLD systems have been successfully implemented in power plants, particularly in coal-fired power plants, to reduce wastewater discharge and recover valuable resources. For example, the Taichung Power Plant in Taiwan, one of the largest coal-fired power plants in the world, utilizes a ZLD system to treat its wastewater, minimizing the environmental impact of its operations. The plant’s ZLD system effectively recovers valuable resources such as water and salts, contributing to a sustainable energy production model.
- Chemical and Petrochemical Industries: The chemical and petrochemical industries often generate large volumes of wastewater containing hazardous pollutants. ZLD systems play a crucial role in treating this wastewater, ensuring compliance with environmental regulations and minimizing the risk of contamination. A notable example is the implementation of ZLD technology in the Dow Chemical Company’s Freeport, Texas, facility. The ZLD system treats wastewater from various processes, including brine and wastewater from the production of ethylene, propylene, and other chemicals. This system reduces the facility’s water footprint and recovers valuable resources, making it a model for sustainable chemical production.
- Food and Beverage Industry: The food and beverage industry generates significant amounts of wastewater, often containing high organic loads and dissolved salts. ZLD systems have proven effective in treating this wastewater, ensuring compliance with food safety regulations and minimizing the environmental impact of food processing. For example, Nestle, a leading food and beverage company, has implemented ZLD technology in several of its facilities globally. The ZLD system treats wastewater from various processes, including milk processing, coffee production, and chocolate manufacturing. This system significantly reduces the company’s water footprint and recovers valuable resources, such as water and salts, contributing to a sustainable food production model.
Final Review
Zero liquid discharge technology holds immense promise for a more sustainable future, offering a compelling solution to the growing challenges of water scarcity and pollution. As we continue to explore and refine ZLD technologies, we can anticipate even greater advancements in water conservation, resource recovery, and environmental protection. The adoption of ZLD technology is a testament to our commitment to responsible water management and a sustainable future for generations to come.
Zero liquid discharge (ZLD) technology is becoming increasingly important as we strive for sustainable practices. The automotive industry is also embracing this technology, and the 2024 Acura MDX Technology Package boasts several features designed to reduce environmental impact, including a sophisticated infotainment system and advanced safety features.
2024 Acura MDX Technology Package specs can be found online, showcasing how the latest technological advancements are helping to drive sustainability. Similarly, ZLD technologies play a vital role in minimizing water consumption and waste in industrial processes, contributing to a greener future.

admin