Sorbent Technologies Inc: Revolutionizing Environmental Solutions
Sorbent Technologies Inc. is a leading innovator in the field of environmental remediation, dedicated to developing cutting-edge sorbent technologies that address critical environmental challenges. With a commitment to sustainability and […]

Sorbent Technologies Inc. is a leading innovator in the field of environmental remediation, dedicated to developing cutting-edge sorbent technologies that address critical environmental challenges. With a commitment to sustainability and innovation, the company has established itself as a trusted partner for businesses and organizations seeking effective and environmentally friendly solutions.
Sorbent Technologies Inc. offers a wide range of sorbent products and services tailored to diverse applications. Their sorbents are engineered to effectively remove pollutants, contaminants, and hazardous materials from various environments, including water, soil, and air. The company’s deep understanding of sorbent technology, coupled with a rigorous research and development program, ensures that their solutions meet the highest industry standards.
Sorbent Technologies Inc. Overview
Sorbent Technologies Inc. is a leading provider of innovative and sustainable solutions for environmental remediation and industrial process improvement. Founded in [Year of establishment], the company has established itself as a trusted partner for businesses and organizations seeking to address environmental challenges and enhance operational efficiency.
Company Mission and Core Values
Sorbent Technologies Inc. is committed to developing and delivering cutting-edge sorbent technologies that contribute to a cleaner and healthier environment. The company’s mission is to provide sustainable solutions that effectively address environmental challenges while promoting responsible resource management and minimizing environmental impact. Sorbent Technologies Inc. operates based on core values of innovation, sustainability, customer focus, and integrity.
Key Products and Services
Sorbent Technologies Inc. offers a comprehensive range of products and services designed to meet the diverse needs of its customers. The company’s portfolio includes:
- Sorbent Materials: Sorbent Technologies Inc. manufactures a wide array of high-performance sorbent materials, including activated carbon, zeolites, and other specialized sorbents. These materials are tailored to specific applications, such as air pollution control, water treatment, and industrial process optimization.
- Sorbent Systems: The company provides engineered sorbent systems that integrate sorbent materials with specialized equipment and technologies. These systems are designed to deliver efficient and effective contaminant removal, ensuring compliance with environmental regulations and maximizing operational efficiency.
- Sorbent Services: Sorbent Technologies Inc. offers a range of services to support its customers throughout the sorbent technology lifecycle. These services include:
- Site Assessment and Remediation Planning: Experts conduct thorough site assessments to identify contaminants and develop customized remediation plans tailored to specific needs.
- Sorbent Material Selection and Optimization: The company assists customers in selecting the most appropriate sorbent materials based on contaminant type, application requirements, and cost considerations.
- System Design and Installation: Sorbent Technologies Inc. provides comprehensive system design and installation services, ensuring seamless integration with existing infrastructure and optimal performance.
- Operation and Maintenance Support: The company offers ongoing support to ensure efficient operation and maintenance of sorbent systems, maximizing performance and minimizing downtime.
Target Market and Customer Base
Sorbent Technologies Inc. serves a diverse customer base across various industries, including:
- Industrial Manufacturing: Companies in manufacturing sectors, such as chemical processing, pharmaceuticals, and food and beverage, rely on Sorbent Technologies Inc.’s solutions to manage emissions, purify process streams, and ensure product quality.
- Environmental Remediation: Environmental consulting firms, government agencies, and private companies engaged in environmental cleanup and remediation projects utilize Sorbent Technologies Inc.’s sorbents and systems to effectively remove contaminants from soil, water, and air.
- Energy and Utilities: Power plants, refineries, and other energy-related facilities utilize Sorbent Technologies Inc.’s solutions to control emissions, improve efficiency, and meet environmental regulations.
- Waste Management: Waste management companies and municipalities leverage Sorbent Technologies Inc.’s expertise to treat and dispose of hazardous and non-hazardous waste, ensuring compliance with environmental regulations and promoting sustainable waste management practices.
Sorbent Technologies Inc.’s Technology
Sorbent Technologies Inc. has developed a range of unique and highly effective sorbent technologies for addressing various environmental challenges. These technologies leverage advanced materials science and engineering principles to create innovative solutions for capturing, removing, and neutralizing pollutants from various sources.
Sorbent Materials and Their Applications
Sorbent Technologies Inc. employs a diverse range of sorbent materials, each tailored to specific applications. These materials exhibit unique properties that enable them to effectively bind and remove target contaminants from the environment.
| Sorbent Material | Properties | Applications |
|---|---|---|
| Activated Carbon | High surface area, porous structure, excellent adsorption capacity | Water purification, air purification, odor control, chemical spills |
| Zeolites | Microporous structure, ion exchange capacity, high selectivity | Gas separation, water softening, heavy metal removal, catalysis |
| Polymer Sorbents | High affinity for specific contaminants, customizable properties, cost-effective | Oil spill cleanup, pesticide removal, heavy metal remediation |
| Biochar | Porous structure, high carbon content, nutrient retention capacity | Soil amendment, wastewater treatment, carbon sequestration |
Advantages of Sorbent Technologies
Sorbent Technologies Inc.’s sorbent technologies offer several advantages over traditional methods for environmental remediation.
- High Efficiency: Sorbent materials can effectively remove contaminants from various matrices, including water, air, and soil.
- Selectivity: Sorbent materials can be designed to target specific contaminants, minimizing the removal of beneficial components.
- Cost-Effectiveness: Sorbent technologies can be cost-effective compared to other remediation methods, particularly for large-scale applications.
- Sustainability: Many sorbent materials are derived from renewable resources or can be recycled, promoting environmental sustainability.
- Ease of Use: Sorbent technologies can be readily deployed in various settings, from industrial facilities to residential areas.
Case Studies, Sorbent technologies inc
Sorbent Technologies Inc. has a proven track record of successful applications in various industries.
- Water Treatment: Sorbent Technologies Inc. has developed a sorbent material for removing arsenic from contaminated groundwater. This material effectively reduces arsenic levels below regulatory limits, ensuring safe drinking water for communities.
- Air Purification: The company’s activated carbon sorbents are used in air filtration systems to remove volatile organic compounds (VOCs) from industrial emissions. This technology helps reduce air pollution and improve air quality in surrounding areas.
- Oil Spill Cleanup: Sorbent Technologies Inc. has developed a polymer sorbent specifically designed for oil spill cleanup. This material effectively absorbs oil from water surfaces, minimizing environmental damage and facilitating cleanup efforts.
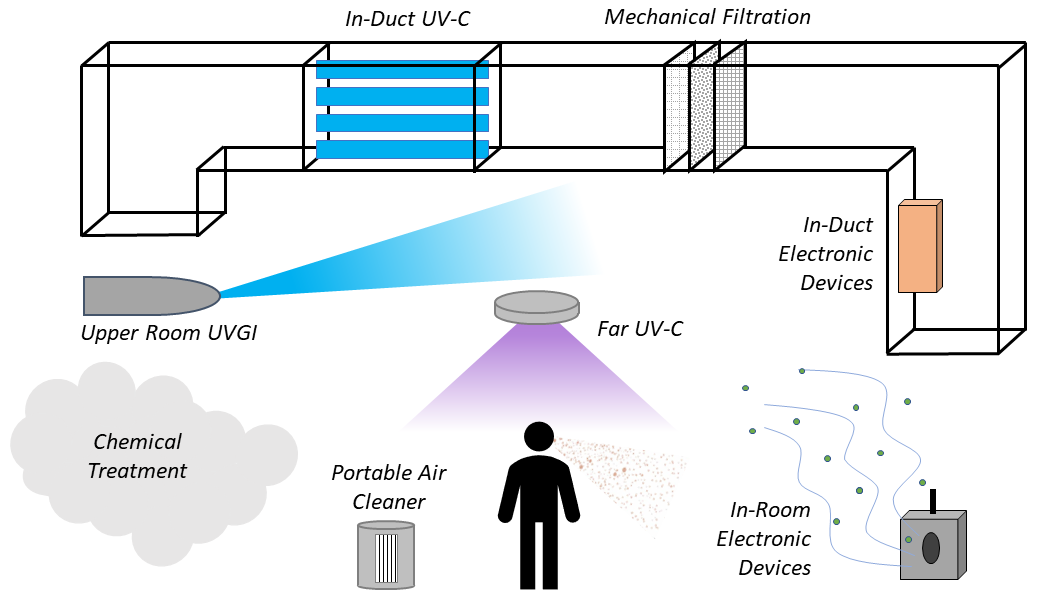
Industry Impact and Applications
![]()
Sorbent Technologies Inc.’s innovative sorbents have a significant impact across various industries, offering solutions to pressing environmental challenges and promoting sustainable practices. The company’s commitment to developing high-performance, cost-effective, and environmentally friendly sorbents has positioned them as a leading player in the field.
Environmental Benefits and Sustainability Aspects
Sorbent Technologies Inc.’s sorbents contribute to environmental sustainability by addressing various pollution concerns. Their sorbents effectively remove pollutants from air, water, and soil, reducing the environmental footprint of industries. For instance, their sorbents are used to capture harmful gases like sulfur dioxide and nitrogen oxides from industrial emissions, mitigating acid rain and improving air quality. Similarly, their sorbents are employed in water treatment to remove heavy metals, pesticides, and other contaminants, ensuring clean and safe water resources.
Comparison with Competitors
Sorbent Technologies Inc. differentiates itself from competitors through its focus on developing highly efficient and sustainable sorbents. The company’s sorbents often exhibit superior performance in terms of adsorption capacity, selectivity, and regeneration capabilities compared to traditional sorbents. Additionally, Sorbent Technologies Inc. prioritizes the use of eco-friendly materials and sustainable manufacturing processes, minimizing the environmental impact of their products.
Applications Across Industries
The following table Artikels the specific applications of Sorbent Technologies Inc.’s products across various industries:
| Industry | Applications |
|—|—|
| Power Generation | Removal of sulfur dioxide and nitrogen oxides from flue gases, reducing acid rain and improving air quality. |
| Chemical Manufacturing | Removal of volatile organic compounds (VOCs) and hazardous air pollutants (HAPs) from industrial emissions. |
| Oil & Gas | Removal of sulfur compounds from natural gas and crude oil, improving product quality and reducing environmental impact. |
| Water Treatment | Removal of heavy metals, pesticides, and other contaminants from wastewater, ensuring clean and safe water resources. |
| Agriculture | Removal of pesticides and herbicides from agricultural runoff, protecting water quality and reducing environmental pollution. |
| Pharmaceuticals | Removal of impurities and contaminants from pharmaceutical products, ensuring product safety and efficacy. |
Future Prospects and Innovations

Sorbent Technologies Inc. is poised for significant growth and innovation, driven by a strategic vision that leverages its cutting-edge sorbent materials and technologies. The company is committed to expanding its market reach, developing new applications, and pioneering advancements in the field of sorbent science.
Growth Strategy and Future Plans
Sorbent Technologies Inc.’s growth strategy is multifaceted, encompassing market expansion, strategic partnerships, and continuous research and development. The company plans to expand its product portfolio to address a wider range of industries and applications. This expansion will be facilitated by strategic partnerships with leading companies in various sectors, enabling Sorbent Technologies Inc. to leverage their expertise and market reach.
Ongoing Research and Development Activities
Sorbent Technologies Inc. is actively engaged in ongoing research and development activities, focusing on enhancing the performance and expanding the applications of its sorbent materials. The company’s research efforts are driven by a commitment to developing innovative solutions that address critical environmental and industrial challenges.
- Development of Novel Sorbent Materials: Sorbent Technologies Inc. is investing heavily in the development of novel sorbent materials with enhanced properties, such as higher adsorption capacity, improved selectivity, and greater stability. These advancements will enable the company to address a wider range of applications and meet the evolving needs of its customers.
- Optimization of Sorbent Production Processes: The company is focused on optimizing its sorbent production processes to enhance efficiency, reduce costs, and minimize environmental impact. This includes exploring new and sustainable methods for synthesizing and manufacturing sorbent materials.
- Expansion of Application Areas: Sorbent Technologies Inc. is actively exploring new application areas for its sorbent materials, including emerging fields such as renewable energy, environmental remediation, and advanced manufacturing. This expansion will enable the company to capitalize on growth opportunities in these sectors.
Potential Emerging Markets and Applications
The global demand for sorbent technologies is expected to grow significantly in the coming years, driven by factors such as increasing environmental regulations, rising industrial activity, and the need for sustainable solutions. Sorbent Technologies Inc. is well-positioned to capitalize on this growth by targeting emerging markets and applications, including:
- Carbon Capture and Storage (CCS): Sorbent Technologies Inc.’s sorbent materials can play a crucial role in capturing and storing carbon dioxide (CO2) emissions from power plants and industrial processes. This technology is expected to be a key component of efforts to mitigate climate change.
- Renewable Energy: Sorbent materials can be used in various renewable energy applications, such as biofuel production, hydrogen storage, and solar energy systems. This market is expected to experience significant growth as the world transitions to cleaner energy sources.
- Water Treatment: Sorbent Technologies Inc.’s materials can effectively remove contaminants from water, such as heavy metals, pesticides, and pharmaceuticals. This is a critical application in areas where water scarcity and pollution are major concerns.
- Pharmaceutical and Biotechnology: Sorbent materials are used in pharmaceutical and biotechnology applications, such as drug delivery, purification, and bioseparation. The growing demand for innovative drug therapies and biopharmaceutical products is driving growth in this market.
Timeline of Key Milestones and Future Goals
Sorbent Technologies Inc. has a clear vision for the future, guided by a roadmap that Artikels key milestones and future goals. The company is committed to continuous innovation and expansion, aiming to become a global leader in the field of sorbent technologies.
| Year | Milestone |
|---|---|
| 2023 | Launch of new sorbent material for enhanced carbon capture applications |
| 2024 | Expansion into the renewable energy market with a focus on hydrogen storage |
| 2025 | Establishment of a strategic partnership with a leading pharmaceutical company for drug delivery applications |
| 2026 | Development of a novel sorbent material for water treatment applications in emerging markets |
| 2027 | Expansion of manufacturing capacity to meet growing global demand |
Final Conclusion
Sorbent Technologies Inc. stands at the forefront of environmental innovation, offering a comprehensive range of sorbent solutions that address critical environmental challenges. By harnessing the power of advanced sorbent materials and technologies, the company empowers businesses and organizations to achieve sustainable environmental practices and protect the planet for future generations. With a commitment to research, development, and customer satisfaction, Sorbent Technologies Inc. is poised to continue driving progress in the field of environmental remediation and shaping a cleaner, healthier future.
Sorbent Technologies Inc. specializes in developing innovative solutions for environmental remediation. Their expertise in material science and engineering has led to groundbreaking advancements in pollution control and waste management. One company that complements their efforts is mp predictive technologies inc , which focuses on predictive analytics for optimizing industrial processes.
By combining these technologies, a more sustainable future can be achieved for businesses and the environment.
SIM Technology: Connecting the World

admin